Telefono:+86-0572-2926332 / 2926337
E-mail:[email protected]
 简体中文
简体中文Perché un rotore di degasaggio al nitruro di silicio è il miglior aggiornamento per la fusione dell'alluminio
2026.04.20
Cosa fa un rotore di degasaggio al nitruro di silicio nella lavorazione dell'alluminio
Un rotore di degasaggio al nitruro di silicio è un componente ceramico rotante utilizzato nel processo di degasaggio rotante dell'alluminio fuso. Il suo compito principale è quello di disperdere il gas inerte, tipicamente argon o azoto, nella massa fusa sotto forma di bolle fini e uniformemente distribuite. Queste bolle salgono attraverso il metallo liquido, catturando l'idrogeno gassoso disciolto lungo il percorso e portandolo fuori dalla fusione prima che l'alluminio si solidifichi. Se l'idrogeno non viene rimosso, forma porosità nella fusione finita, che indebolisce la parte e fa sì che i tassi di scarto aumentino notevolmente.
Il rotore si trova all'estremità di un albero e gira a velocità controllate, in genere tra 200 e 600 giri al minuto, mentre è immerso nell'alluminio fuso a temperature che vanno da 680°C a oltre 760°C. In quelle condizioni, il materiale di cui è fatto il rotore è estremamente importante. Il nitruro di silicio (Si₃N₄) è emerso come il materiale dominante per i rotori di degasaggio ad alte prestazioni perché combina un'eccezionale resistenza agli shock termici, inerzia chimica all'alluminio fuso e resistenza meccanica in un modo che nessun materiale concorrente può eguagliare per l'uso industriale a lungo termine.
Perché il nitruro di silicio supera gli altri materiali per rotori
Storicamente i rotori di degasaggio sono stati realizzati in grafite e la grafite è ancora utilizzata nelle operazioni a produttività ridotta. Tuttavia, i rotori in ceramica al nitruro di silicio hanno ampiamente sostituito la grafite negli ambienti di fonderia più impegnativi per una serie di ragioni chiare. Comprendere il confronto dei materiali aiuta i responsabili della fonderia a giustificare il costo iniziale più elevato dei componenti Si₃N₄.
Nitruro di silicio e rotori di degasaggio in grafite
I rotori in grafite sono economici e facili da lavorare, ma si ossidano progressivamente alle temperature di esercizio, causando una continua perdita di materiale. Ciò significa che i rotori in grafite devono essere sostituiti frequentemente – spesso ogni poche settimane in operazioni ad alto volume – e i sottoprodotti dell’ossidazione possono contaminare la massa fusa se il rotore si degrada inaspettatamente durante il processo. I rotori in nitruro di silicio non si ossidano alle temperature di lavorazione dell'alluminio e mostrano una reazione trascurabile con le leghe di alluminio fuse. Un rotore di degasaggio Si₃N₄ di qualità dura in genere da 3 a 10 volte di più di un rotore in grafite equivalente, riducendo drasticamente i costi di sostituzione per unità e i tempi di fermo non pianificati.
Nitruro di silicio rispetto ad altre ceramiche avanzate
Il carburo di silicio (SiC) e l'allumina (Al₂O₃) sono altre due ceramiche avanzate talvolta utilizzate nelle applicazioni di contatto con l'alluminio. Il carburo di silicio ha un'eccellente durezza ma è più soggetto a rotture da shock termico rispetto al nitruro di silicio, in particolare durante la rapida immersione nel metallo fuso che caratterizza le operazioni di degasaggio. L'allumina ha una buona resistenza chimica ma una minore tenacità alla frattura, che la rende vulnerabile agli shock meccanici dovuti alla turbolenza e al contatto accidentale con il forno o le pareti della siviera. La combinazione del nitruro di silicio di elevata tenacità alla frattura (~6–7 MPa·m½), basso coefficiente di dilatazione termica e forte resistenza allo shock termico (tolleranza ΔT di 500°C o più) lo rende l'opzione più affidabile e durevole nelle condizioni operative reali della fonderia.
| Proprietà | Nitruro di silicio (Si₃N₄) | Grafite | Carburo di silicio (SiC) |
| Resistenza all'ossidazione | Eccellente | Povero | Bene |
| Resistenza agli shock termici | Eccellente | Bene | Moderato |
| Resistenza alla frattura | Alto (6–7 MPa·m½) | Moderato | Moderato |
| Reazione con Al fuso | Trascurabile | Basso-moderato | Basso |
| Vita utile tipica | Da mesi a 1 anno | Settimane | Mesi |
| Costo iniziale | Alto | Basso | Moderato–High |
Come funziona il processo di degasaggio rotativo con un rotore Si₃N₄
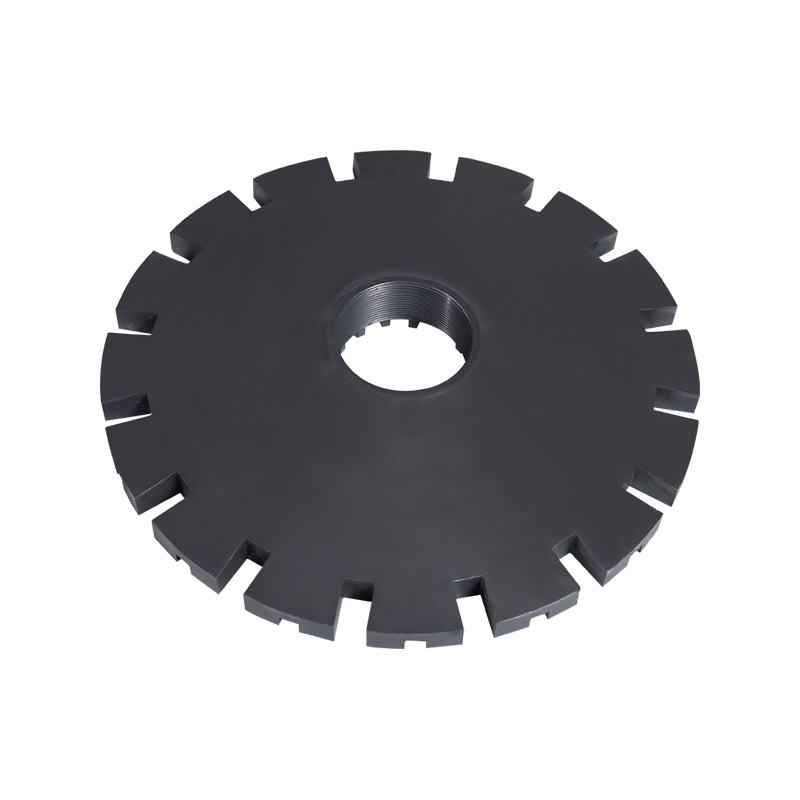
L'unità di degasaggio rotativa (RDU) è costituita da un motore, un albero e il rotore di degasaggio sulla punta. Il rotore in nitruro di silicio ha tipicamente la forma di un disco o di una girante con un foro centrale per l'erogazione del gas e una serie di fessure radiali o angolate che spezzano il flusso di gas inerte in entrata in bolle fini mentre il rotore gira. Il design di queste fessure (numero, angolo e profondità) influisce in modo significativo sulla distribuzione delle dimensioni delle bolle e quindi sull'efficienza di degasaggio.
Quando il rotore è immerso e gira, il gas inerte viene alimentato attraverso l'albero cavo ed esce attraverso le porte di dispersione del rotore. L'azione centrifuga del rotore trasforma il gas in bolle con un diametro tipicamente compreso tra 1 e 5 mm. Le bolle più piccole hanno un rapporto superficie-volume più elevato, il che significa una maggiore area di contatto tra il gas e la massa fusa per unità di gas utilizzata, migliorando direttamente l’efficienza di rimozione dell’idrogeno. Un ben progettato Rotore di degasaggio al nitruro di silicio raggiunge un contenuto finale di idrogeno inferiore a 0,10 ml/100 g di alluminio, che rappresenta la soglia per la maggior parte delle applicazioni di fusione strutturale.
Il ruolo della velocità del rotore e della portata del gas
La velocità del rotore e la portata del gas lavorano insieme per determinare la dimensione e la distribuzione delle bolle. L’aumento del numero di giri del rotore generalmente produce bolle più fini, ma una velocità troppo elevata crea turbolenza che trascina gli ossidi superficiali nella massa fusa, l’opposto di ciò che si intende ottenere con il degasaggio. La maggior parte dei produttori di rotori in nitruro di silicio consigliano velocità operative comprese tra 300 e 500 giri al minuto per le unità di degasaggio basate su siviera, con portate di gas da 2 a 10 litri al minuto a seconda del volume di fusione. La combinazione ottimale viene determinata empiricamente per ciascuna configurazione del forno e tipo di lega, utilizzando test a pressione ridotta (RPT) o misurazioni dell'indice di densità per verificare i livelli di idrogeno.
Compatibilità con l'iniezione di flusso
Alcuni sistemi di degasaggio rotativo iniettano simultaneamente polveri fondenti (tipicamente a base di cloruro o fluoro) insieme al gas inerte per migliorare la rimozione delle inclusioni e la separazione delle scorie. I rotori di degasaggio al nitruro di silicio sono chimicamente resistenti ai composti di cloro e fluoro utilizzati in queste miscele di flusso, mentre i rotori in grafite subiscono un'erosione accelerata in presenza di gas di flusso reattivi. Questa compatibilità rende i rotori Si₃N₄ la scelta pratica per operazioni combinate di degasaggio e flusso in cui sono richieste la rimozione simultanea dell'idrogeno e la flottazione delle inclusioni.
Specifiche chiave da verificare al momento dell'acquisto di un rotore di degasaggio al nitruro di silicio
Non tutti i rotori in nitruro di silicio sono prodotti secondo gli stessi standard. L'industria della ceramica utilizza diversi gradi e metodi di lavorazione per il Si₃N₄ e le differenze sono significative nelle applicazioni ad alta temperatura. Ecco le specifiche tecniche che contano di più quando si valuta o si acquista un rotore di degasaggio ceramico:
- Densità e porosità: Un rotore in nitruro di silicio di alta qualità dovrebbe avere una densità sinterizzata di almeno 3,20 g/cm³, vicino al massimo teorico di 3,44 g/cm³. Una densità inferiore indica porosità residua, che indebolisce la parte e crea percorsi per l'infiltrazione di metallo fuso sotto stress rotazionale. Richiedere ai fornitori la certificazione di densità su ogni lotto di produzione.
- Metodo di sinterizzazione: Il nitruro di silicio pressato a caldo (HPSN) e il nitruro di silicio sinterizzato legato a reazione (SRBSN) sono le due forme più comuni utilizzate nelle applicazioni di degasaggio. HPSN offre densità e resistenza più elevate ma è più costoso e limitato a geometrie più semplici. SRBSN consente profili di rotore più complessi con proprietà affidabili ed è ampiamente utilizzato per rotori di degasaggio a girante con canali del gas complessi.
- Resistenza alla flessione: Cercare una resistenza alla flessione minima di 700 MPa (misurata mediante flessione a quattro punti secondo ISO 14704). I rotori che funzionano a regimi elevati in metallo fuso turbolento sono soggetti a carichi di flessione reali e un componente al di sotto di questa soglia è maggiormente a rischio di rottura durante il funzionamento.
- Tipo di connessione all'albero: I rotori Si₃N₄ si collegano all'albero di degasaggio tramite un giunto filettato, flangiato o maschio-femmina. Le connessioni filettate in ceramica richiedono una produzione di precisione per evitare concentrazioni di stress alle radici della filettatura. Verificare che la geometria e la tolleranza della filettatura corrispondano alle specifiche dell'albero dell'unità di degasaggio prima di ordinare, poiché gli accoppiamenti non standard sono una delle principali cause di frattura prematura del rotore.
- Finitura superficiale e geometria della porta gas: I fori di dispersione e le fessure sul rotore devono essere lavorati con precisione con superfici interne lisce per evitare turbolenze del gas nel punto di uscita. La geometria della porta ruvida o incoerente produce distribuzioni irregolari delle bolle, riducendo l'efficienza di degasaggio. Richiedere disegni dimensionali e specifiche di finitura superficiale (valore Ra) al fornitore se sono coinvolte applicazioni critiche per la qualità.
- Certificazione del test di shock termico: Alcuni produttori testano i rotori facendoli passare più volte dalla temperatura ambiente a 800°C prima della spedizione. Chiedere se il fornitore esegue questa qualifica e se è disponibile un certificato di conformità. I test di shock termico rilevano i componenti microfessurati prima che raggiungano la linea di produzione.
Industrie e applicazioni che utilizzano rotori di degasaggio al nitruro di silicio
I rotori di degasaggio al nitruro di silicio vengono utilizzati ovunque la qualità dell'alluminio fuso sia una variabile di produzione critica. Le industrie che fanno affidamento su di essi spaziano dalla fusione automobilistica di grandi volumi alla produzione aerospaziale di precisione.
Fusione automobilistica
Il settore automobilistico è il maggiore consumatore di getti di alluminio degasato. Blocchi motore, testate, pistoni, alloggiamenti della trasmissione e componenti strutturali del telaio richiedono tutti alluminio a bassa porosità e ad alta integrità che soddisfi rigorose specifiche sulle proprietà meccaniche. Le operazioni di pressofusione ad alta pressione (HPDC) e a bassa pressione (LPDC) eseguono cicli di produzione continui in cui la qualità costante della fusione influisce direttamente sul tasso di scarto e sulla precisione dimensionale della parte. I rotori in nitruro di silicio sono apparecchiature standard nelle fonderie automobilistiche proprio perché la loro lunga durata e le prestazioni costanti supportano il rigoroso controllo del processo richiesto su larga scala.
Componenti in alluminio aerospaziale
Le applicazioni aerospaziali richiedono un controllo ancora più rigoroso sul contenuto di idrogeno fuso rispetto al settore automobilistico, con livelli target spesso inferiori a 0,08 ml/100 g. I componenti strutturali della cellula, le nervature delle ali, i raccordi della fusoliera e gli alloggiamenti delle turbine realizzati con leghe di alluminio come 2024, 6061 e 7075 sono soggetti a carichi di fatica laddove la porosità del sottosuolo dà origine a crepe. La precisione del degasaggio ottenuta con un rotore in nitruro di silicio, combinata con il suo funzionamento privo di contaminazioni, lo rende particolarmente adatto ai requisiti di tracciabilità e documentazione di qualità delle catene di fornitura aerospaziali.
Riciclaggio dell'alluminio secondario
Le fonderie di alluminio secondario trattano rottami riciclati, che introducono livelli significativamente più elevati di idrogeno, ossidi e inclusioni rispetto all'alluminio primario. Il degasaggio è quindi più intensivo nelle operazioni secondarie, con cicli di trattamento più lunghi e volumi di gas più elevati. I rotori di degasaggio al nitruro di silicio resistono a questo regime operativo più impegnativo meglio delle alternative in grafite, che si erodono particolarmente rapidamente in caso di cicli di trattamento estesi e velocità di iniezione del flusso elevate comuni nei forni di riciclaggio.
Colata continua e laminazione
Le unità di degasaggio in linea vengono utilizzate nelle linee di colata continua per la produzione di fogli, fogli e billette di alluminio. In questi sistemi, l'alluminio fuso scorre continuamente attraverso uno o più rotori rotanti di degasaggio installati in un recipiente di trattamento tra il forno e la stazione di colata. Il rotore di degasaggio in ceramica in questa applicazione deve mantenere prestazioni costanti per cicli ininterrotti prolungati, a volte giorni o settimane, senza sostituzione. La durabilità del nitruro di silicio in queste condizioni di servizio continuo lo rende il materiale preferito per i sistemi con rotore in linea di produttori come Pyrotek, Foseco e Almex.
Installazione e gestione corretta dei rotori di degasaggio del nitruro di silicio
Anche il miglior rotore in nitruro di silicio si guasterà prematuramente se maneggiato o installato in modo errato. I componenti in ceramica richiedono più cura di quelli metallici perché sono fragili: hanno un'elevata resistenza alla compressione ma una bassa tolleranza agli urti, alla flessione e al carico irregolare.
- Preriscaldare prima dell'immersione: Non immergere mai un rotore in nitruro di silicio a temperatura ambiente direttamente nell'alluminio fuso. Lo shock termico, anche per un materiale classificato per un ΔT elevato, aumenta significativamente il rischio di frattura. Preriscaldare il rotore sopra la superficie fusa utilizzando il calore radiante del forno per almeno 15-30 minuti prima di abbassarlo. Alcune operazioni utilizzano una stazione di preriscaldamento dedicata. Questa singola pratica è il fattore più comune che separa le operazioni con un'eccellente durata operativa del rotore da quelle che presentano guasti frequenti.
- Ispezionare eventuali microfessure prima dell'installazione: Ispezionare visivamente ogni rotore prima di montarlo. Utilizzare l'ispezione con liquidi penetranti (DPI) o il test con liquidi penetranti se l'ispezione visiva non è conclusiva. Una sottile fessura invisibile a occhio nudo può propagarsi rapidamente sotto stress operativo e causare la frattura del rotore nella massa fusa, contaminando la carica di alluminio e creando una situazione pericolosa.
- Serrare correttamente il collegamento dell'albero: Un serraggio eccessivo della connessione filettata tra l'albero e il rotore Si₃N₄ è una causa frequente di frattura alla radice della filettatura. Seguire le specifiche di coppia del produttore, in genere da 10 a 25 N·m a seconda delle dimensioni della filettatura e della geometria del rotore, e utilizzare una chiave dinamometrica anziché valutare in base alla sensibilità.
- Controllare l'allineamento dell'albero prima dell'uso: Un albero disallineato trasmette momenti flettenti al rotore durante la rotazione, che combinati con i carichi termici e chimici del materiale fuso, concentrano lo stress sull'interfaccia albero-rotore. Verificare la concentricità dell'albero con un comparatore prima del primo utilizzo e dopo qualsiasi manutenzione sull'unità di azionamento.
- Evitare il contatto con le pareti del forno e i bordi delle siviere: Formare gli operatori affinché abbassino l'unità di degasaggio al centro della massa fusa, lontano dalle pareti refrattarie. Il contatto tra il rotore in rotazione e una superficie dura, anche breve, può scheggiare o rompere la ceramica. Mantenere uno spazio minimo di 50 mm tra il rotore e qualsiasi superficie del forno durante il funzionamento.
Valutazione del costo totale di proprietà per i rotori Si₃N₄
Il prezzo iniziale di un rotore di degasaggio al nitruro di silicio è generalmente da 3 a 6 volte superiore rispetto a un rotore comparabile in grafite. Questo divario nel prezzo di acquisto porta alcune operazioni a passare alla grafite senza eseguire un confronto completo dei costi. Quando il costo totale di proprietà (TCO) viene calcolato correttamente, includendo frequenza di sostituzione, manodopera, tempi di inattività e impatto sulla qualità della fusione, il nitruro di silicio offre costantemente costi inferiori per tonnellata di alluminio lavorato.
Consideriamo una tipica fonderia ad alto volume che lavora 200 tonnellate di alluminio al mese. Un rotore in grafite può durare dalle 3 alle 4 settimane prima di richiedere la sostituzione, con il risultato di 12-16 sostituzioni del rotore all'anno, ciascuna delle quali richiede tempi di fermo del forno e manodopera da parte di tecnici. Un rotore in nitruro di silicio nella stessa applicazione potrebbe durare da 6 a 12 mesi, riducendo gli interventi di sostituzione a 1 o 2 all'anno. Su un periodo di 12 mesi, anche se ciascun rotore Si₃N₄ costa cinque volte di più della grafite, la riduzione della frequenza di sostituzione, del costo della manodopera e delle interruzioni della produzione produce un risparmio netto dal 30 al 60% a seconda delle specifiche operative.
C'è anche una dimensione relativa alla qualità della fusione nel calcolo dei costi. La degradazione del rotore in grafite introduce fini particelle di carbonio nella massa fusa se il rotore si deteriora inaspettatamente. Queste inclusioni possono causare difetti di fusione che si traducono in parti scartate: un costo difficile da quantificare per rotore ma molto reale nella produzione sensibile alla qualità. Il carattere non reattivo e non disperdente del nitruro di silicio in condizioni operative normali elimina completamente questo rischio di contaminazione, che ha un valore misurabile nei sistemi di qualità aerospaziali e automobilistici in cui gli scarti legati alle inclusioni vengono tracciati e penalizzati.
Risoluzione dei problemi comuni con i rotori di degasaggio in ceramica
Anche i rotori in nitruro di silicio ben mantenuti incontrano problemi. Riconoscere precocemente i sintomi di problemi comuni consente un'azione correttiva prima che un guasto completo del rotore o un lotto di fusioni di qualità inferiore raggiungano l'ispezione.
Rimozione insufficiente dell'idrogeno nonostante i parametri corretti
Se le misurazioni dell'indice di densità mostrano livelli di idrogeno superiori al target anche quando la velocità del rotore e il flusso di gas sono impostati correttamente, le cause più comuni sono le porte del gas parzialmente bloccate sul rotore e una perdita di alimentazione del gas a monte del rotore. Rimuovere il rotore dopo il raffreddamento e ispezionare i fori di dispersione per individuare eventuali ostruzioni di ossido di alluminio: un problema comune quando il rotore viene lasciato nella massa fusa dopo che l'unità ha smesso di ruotare. Soffiare aria compressa attraverso il canale del gas per verificare che il flusso non sia ostruito prima di reinstallarlo.
Erosione o vaiolatura visibile del rotore
L'erosione superficiale su un rotore in nitruro di silicio è insolita in condizioni normali, ma può verificarsi se il rotore viene utilizzato con miscele di flusso altamente aggressive a concentrazioni superiori a quelle consigliate dal fornitore o se la massa fusa contiene livelli elevati di metalli alcalini (sodio, calcio) provenienti da rottami contaminati. Se si osserva erosione, ridurre la concentrazione del flusso e rivedere la qualità degli scarti in ingresso. Una grave erosione che modifica la geometria del rotore influisce sulla distribuzione delle bolle e deve essere trattata come motivo di sostituzione, anche se il rotore è altrimenti intatto.
Rottura del rotore durante il funzionamento
La rottura di un rotore di degasaggio del nitruro di silicio durante il funzionamento è un evento grave che richiede l'ispezione e potenzialmente la rottamazione della massa fusa. Le cause più frequenti sono lo shock termico dovuto a preriscaldamento insufficiente, collegamento dell'albero con coppia eccessiva, albero disallineato e impatto contro le pareti del forno. L'indagine post-guasto dovrebbe esaminare tutti questi fattori prima che il rotore sostitutivo venga messo in servizio. Esaminare la superficie della frattura: una frattura originata dalla filettatura dell'albero indica una coppia eccessiva o una concentrazione di sollecitazioni; una frattura sulla faccia della girante suggerisce uno shock termico; una frattura sul diametro esterno suggerisce un danno da impatto.
Prodotti caldi












Contattaci per preventivi e prezzi!
Fateci sapere cosa desiderate e vi contatteremo il prima possibile!
Continueremo a sviluppare e produrre materiali ceramici più avanzati per l'industria della lavorazione dell'alluminio.
Scansiona il codice QR del cellulare
Contatto
 +86-18501518842 / +86-13587222672
+86-18501518842 / +86-13587222672 +86-0572-2926332 / 2926337
+86-0572-2926332 / 2926337 +86-0572-2926335
+86-0572-2926335 [email protected] / [email protected] /
[email protected] / [email protected] /  Edificio n.11, parco industriale di produzione intelligente ad alta tecnologia di South Taihu, distretto di Wuxing, città di Huzhou, Zhejiang, Cina
Edificio n.11, parco industriale di produzione intelligente ad alta tecnologia di South Taihu, distretto di Wuxing, città di Huzhou, Zhejiang, Cina
Copyright© 2024 Zhejiang Shangguijuli Special Material Technology Co., Ltd. All Rights Reserved. Fornitore di materiale ceramico
